Everything can
be engineered...
Ice cream equipment
Refrigeration
Cocoa processing
Home
Ice cream equipment
Mix preparation
Mix HTST
Mix BATCH
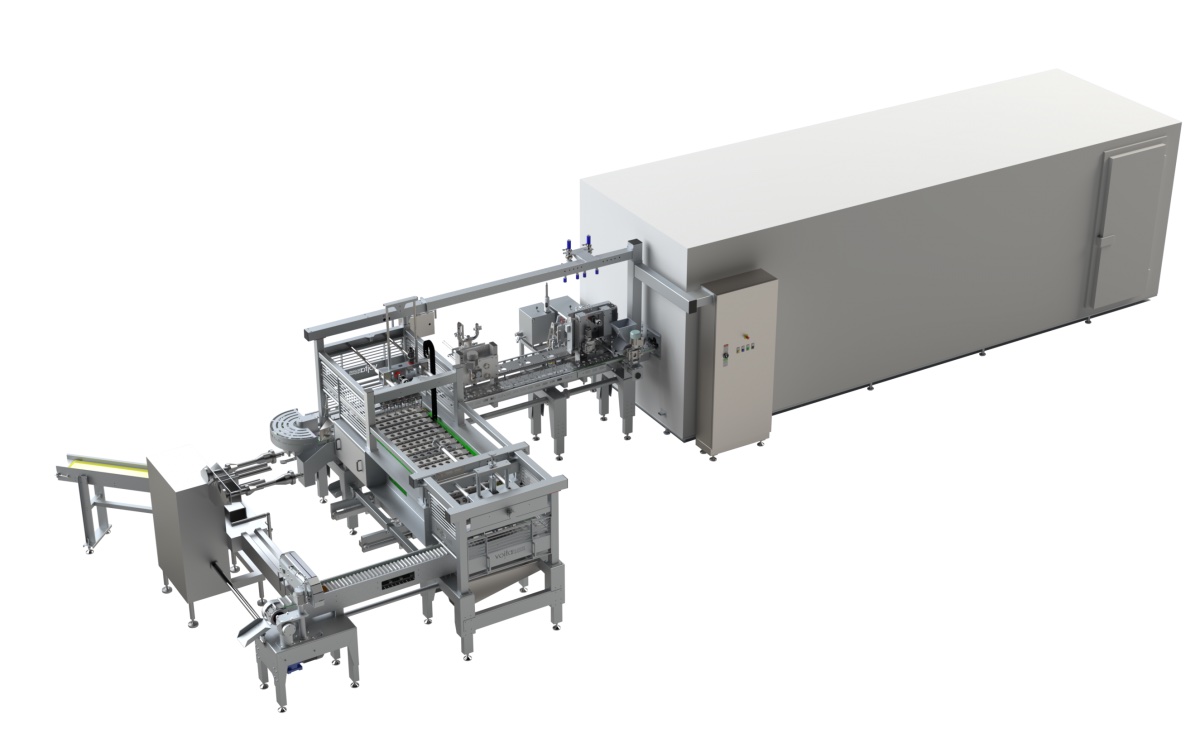
Extrusion lines
Arctic ML
Arctic CX
Arctic DX
Optional Equipment
Worktable W1/W2
Chocolate enrobing
Nitrogen Dipping
Moulding
Hardening tunnel
Filling machines
LF
WT
DU
SF
ALF
BF2
Continuous freezers
F 700
F 1200
Ingredient feeders
IF 100
Ripple Syrop Pumps
Ripple pump - Piston
TP90 topping pump
Wrapping
Single-lane Wrappers
Multilane Wrappers
Sandwich machine
Auxiliary equipment
Ageing tanks
Fat melter
Chilled Water Tanks
Water cooling towers
Chocolate processing
Chocolate production
Chocolate pellets melting
Chocolate tempering
Chocolate storage
Ice cream products
CLASIC STICK ICE CREAM
FUNNY FACE STICK ICE CREAM
SANDWICH ICE CREAM
HORIZONTAL EXTRUDED ICE CREAM
BAR & PRALINES ICE CREAM
LOG & ROULADE ICE CREAM CAKE
BALL CONE ICE CREAM
BIG CONE ICE CREAM
CONE ICE CREAM
CUP & PINT ICE CREAM
CAKE ICE CREAM
GASTRO PACK BULK ICE CREAM
TARTUFO ICE CREAM BALL
MOULDED ICE CREAM
FAMILY PACK ICE CREAM
Turnkey projects
Refrigeration and Freezing
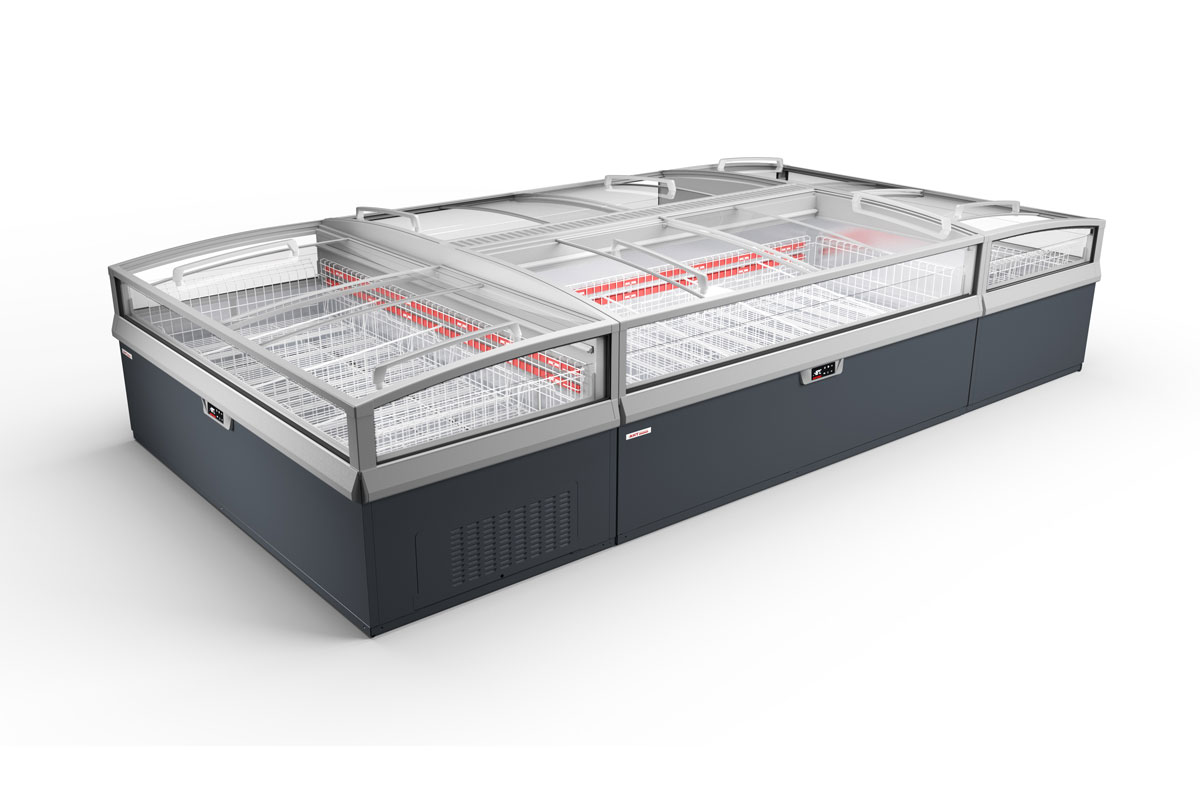
Ice cream freezer cabinets
RIO-H
RIO-S
SAO PAULO
MACAO
MALTA
Supermarket equipment
Montreal
Athen XL
Miami
Paris
Macao
Malta
Vento Water
Vento Hybrid
Kinley XL
Vento Green Air
Kalea Freeze Air
AHTeq
Chocolate & Cocoa Processing
Chocolate Processing
Cocoa Processing
Cocoa Processing Flow Scheme
General Sales Clauses
Contact us
Privacy policy
Imprint
Search
Service Worldwide
ICE CREAM EQUIPMENT
REFRIGERATION AND FREEZING
CHOCOLATE & COCOA PROCESSING
▲